James Martin emigrated from Ireland as an experienced dyer and set up a dye works in Philadelphia in 1838 called James Martin & Company. In 1850 James and his son Thomas J. set up a new mechanized dyehouse a short distance away at Richmond and Tioga St. known as James Martin and Company’s “Richmond Dye Works” which did dyeing.
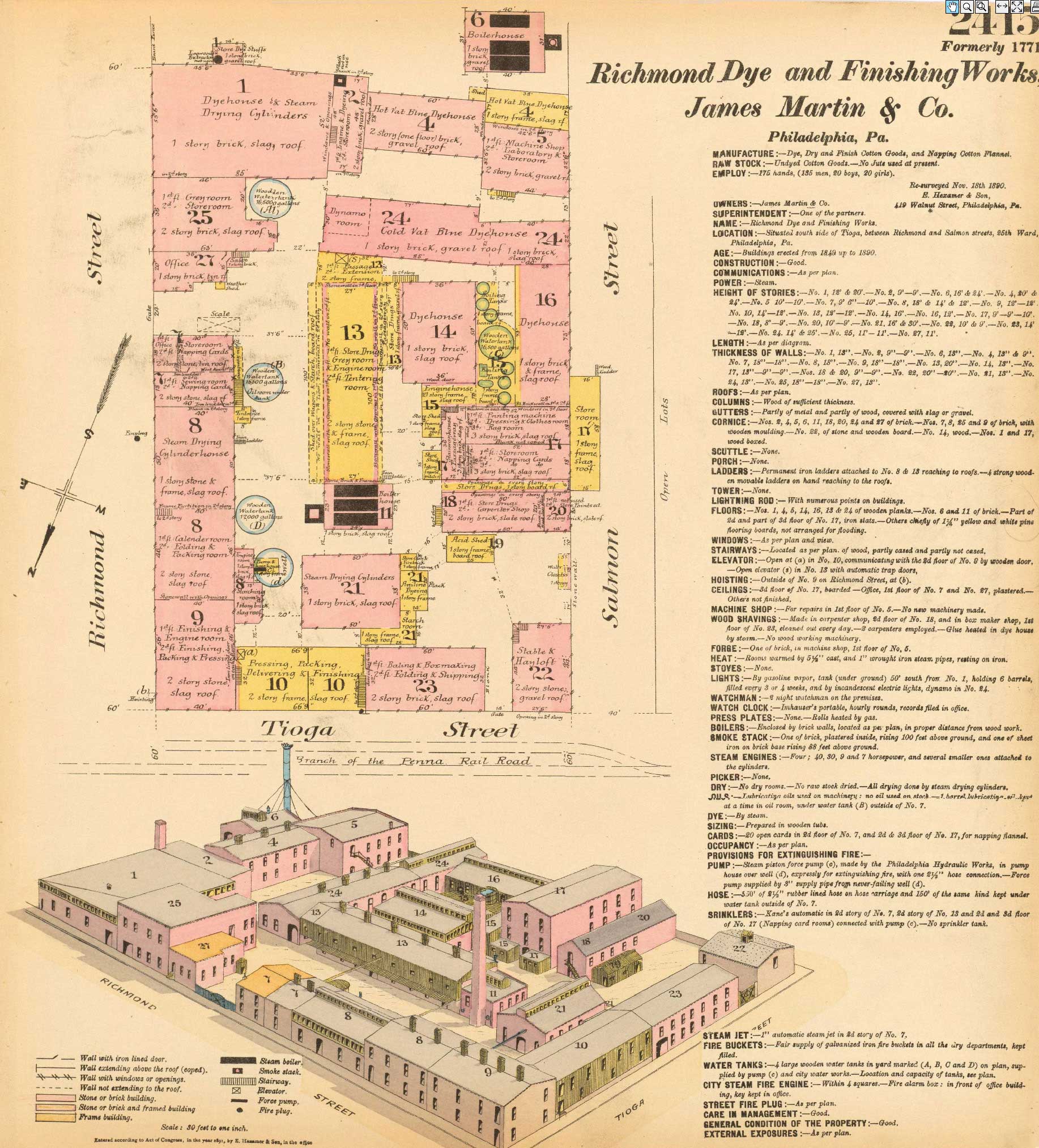
James Martin's Richmond Dyeing and Finishing
circa 1890
About 1873 “The Delaware Print Works” was built about ½ mile from the dyehouse. Thomas J. was succeeded by his son William L..
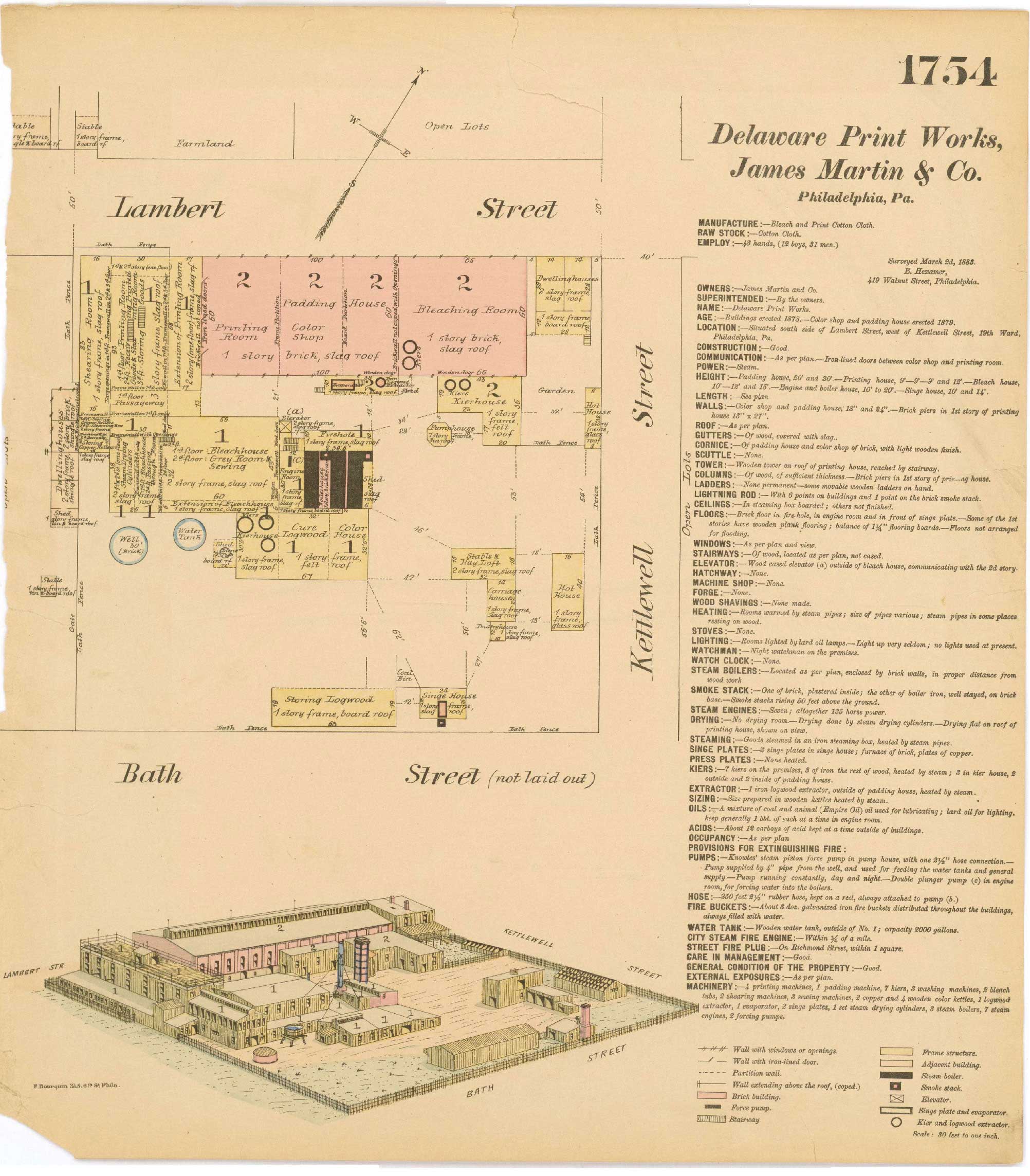
James Martin's Delaware Print Works
circa 1883
In 1905, the Martin Dyeing and Finishing Company was created by William L. and his son Thomas F. in Bridgeton by purchasing the assets of the defunct and fire damaged East Lake Woolen Mills, using East Lake for processing water, and the Philadelphia facility was closed. Oxidized Black was the best black available at that time, but was technically very difficult to produce. William was confident with his abilities, and fully understood the technical challenges of oxidized blacks, so he decided to specialize in Oxidized Aniline Fast Black. A new facility was built and was soon producing 20,000 yds per day of only black. At only 20,000 square feet it expanded, adding square footage and new processes, until it encompassed 170,000 square feet by the end of World War I. On October 29, 1913 a new process was developed for vat dye application that in is use today on every yard of continuously vat dyed fabric. This plant was one of the largest producers of mineral dyed fabrics in the US. It also used continuous and jig dyeing processes and processed as much as a million yards per week, employing almost 500 at its peak. Its proprietary Martexin wax finish made it the choice for most of the hunting clothing worn in the US. During World War II the British government decided on the waxed/oiled cupra ammonium finish for uniforms and the Martin Dyeing and Finishing Company supplied millions of yards to the British who were unable to meet the demand.
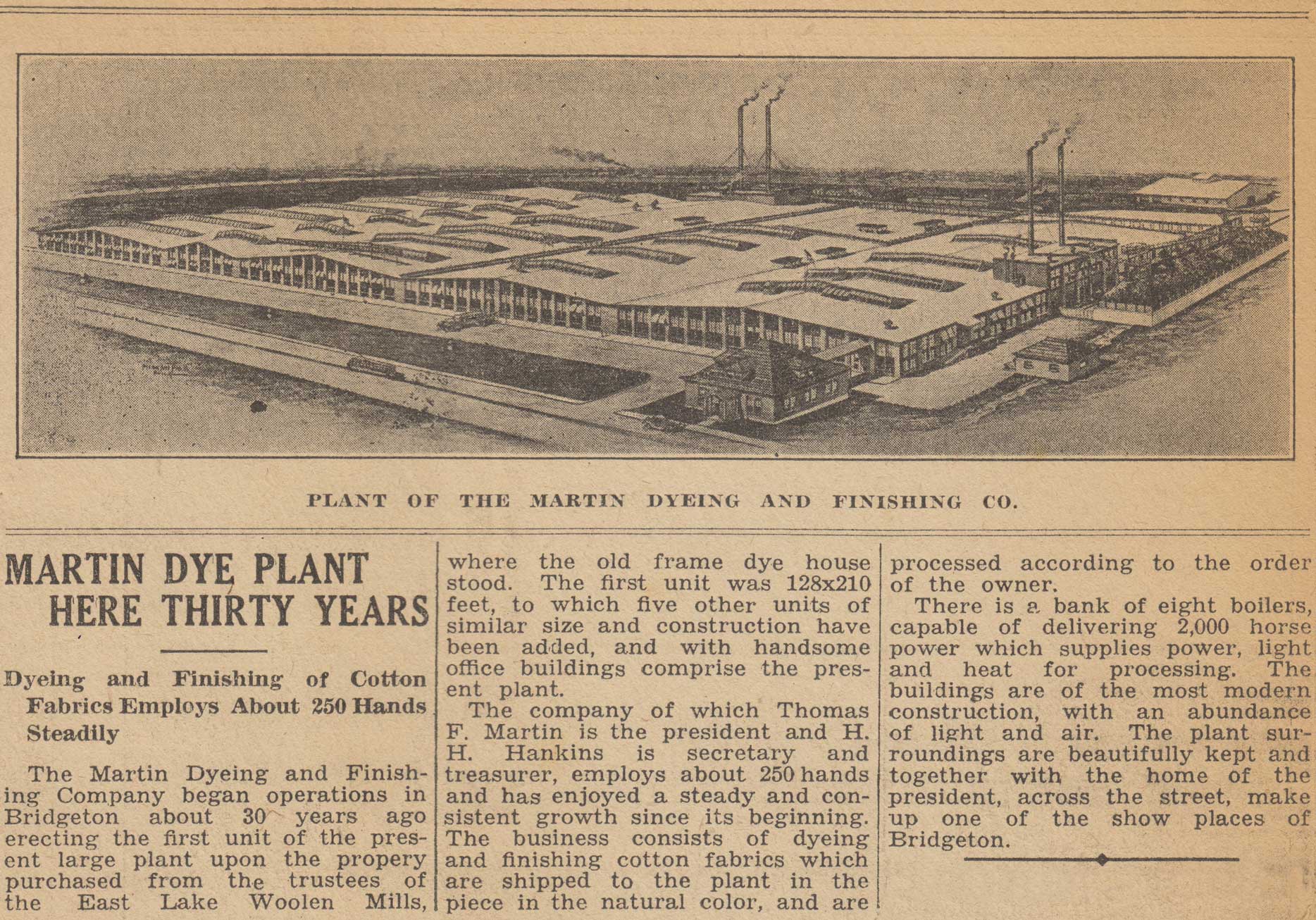
An Article in the Bridgeton News Commemorating 30 years of Production in Bridgeton
May 18, 1936
After processing hundreds of millions of yards in 1948 that plant was closed due to its size and age and Martin Corporation was created by Thomas’ son William L. as a smaller more efficient plant specializing in small dyelots at its current location, at Pearl Street and Irving Avenue in Bridgeton. In 1949 a fire attributed to the wax and solvent used in water repellant finishing destroyed this facility.
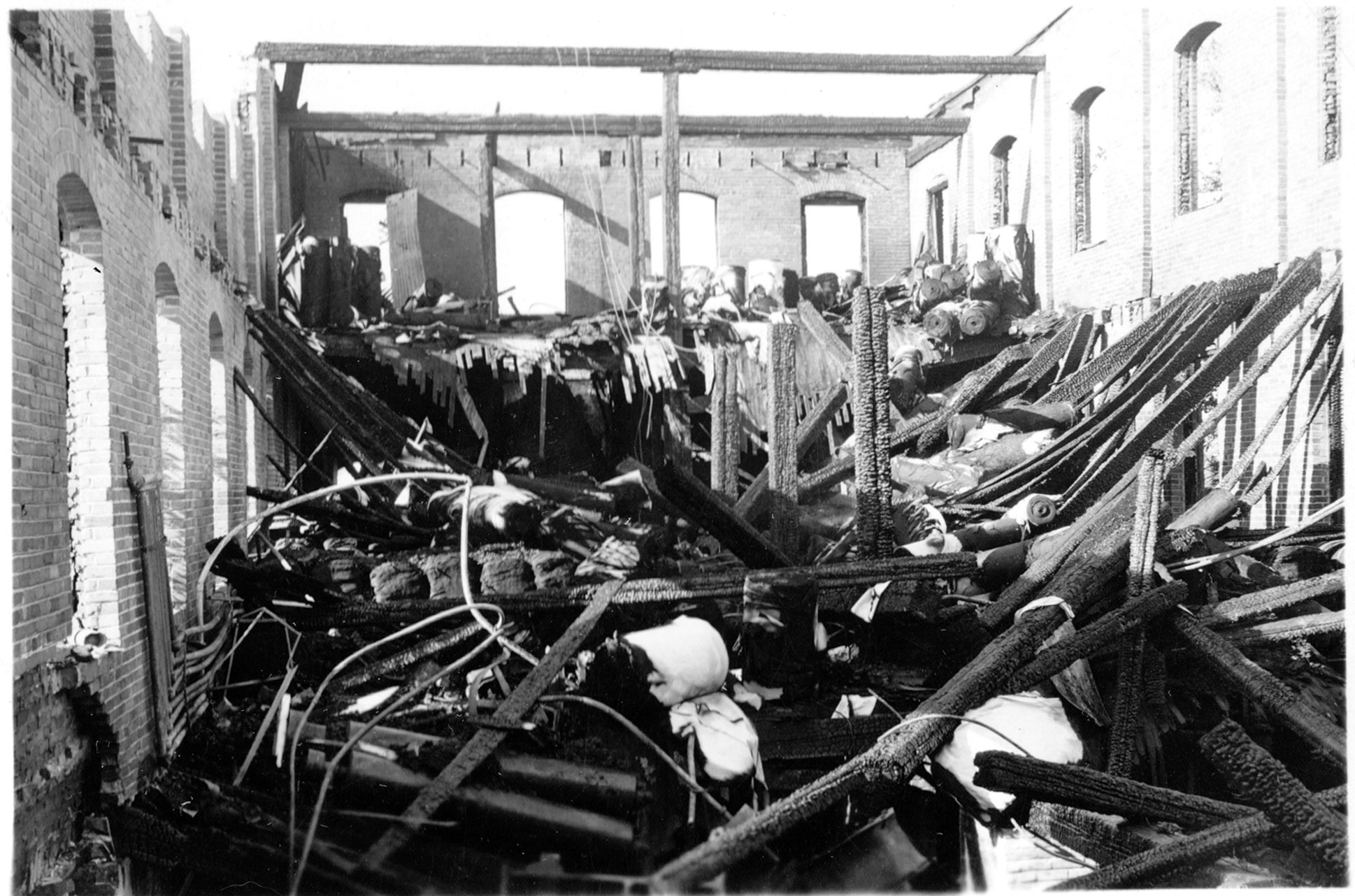
The aftermath of the fire at Martin Corporation in 1949. Production at the new facility had barely begun when the fire occurred. Except for the new boiler room, the entire plant was a total loss.
November 1949
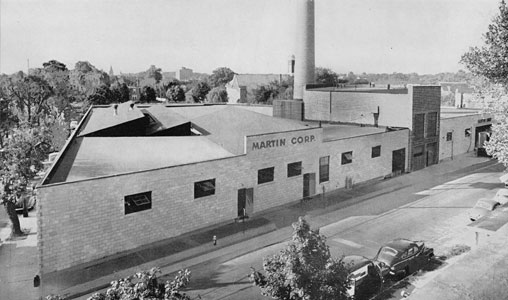
In 1950 a new factory with proprietary custom built machinery designed in house was rebuilt at the same site. This facility continues to operate under the guidance of Will Martin who is the 6th Generation. The 7th Generation of Martins, Peter S., Thomas F. and William G. assist in plant operations.
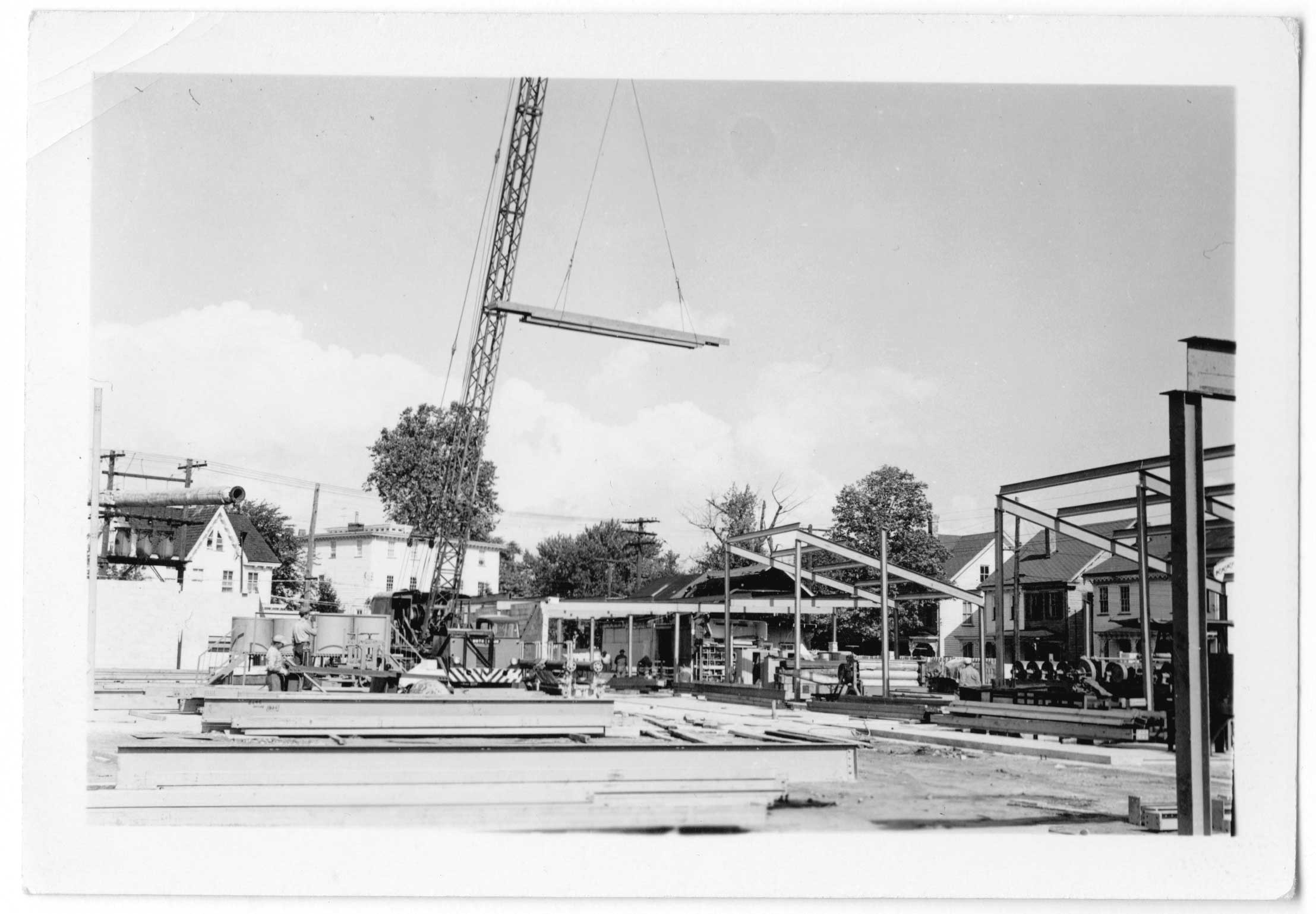
With no time to waste, Martin Corporation employess began rebuiling the plant in 1949. Martin Corporation employees setup production equipment as the building was literally built above them. In 1950 production resumed.
1949-1950
The fire had quite a profound effect. The magnitude of destruction and the speed that the fire consumed the facility, clearly illustrated that solvent usage had to be reduced or eliminated. Other finishing methods were explored to eliminate the solvent used in our Martexin wax finishes and a completely new, patentable, wax applicator was developed. While this machine has been retired,the proven core technology has been incorporated into a new generation machine coined the "Waxolater" that is waxing fabrics daily without a drop of environmentally damaging solvent.
for Even More Information
About our Specific
Dyeing and Finishing
Capabilities and Capacity
We are working on developing an effective way to convey meaningful estimates of dyeing and finishing prices online. The diverse range
of fabrics we procees and the varying performance requirements and expectations create a very broad pricing spectrum for our services.
For pricing information for a specific order or program please contact the office or send us an email,
info@martindyeing.com.
An understanding of our dyeing process will help illustrate the factors that we use to quote a dyeing and finishing price.
We process the majority of your fabric on a jig. A jig is a very versatile machine for small lots and varying constructions.
It is not particularly efficient or precise. Acknowledging its shortcomings, and disciplined by the right person, the jig is a
remarkable piece of equipment. A jig consists of a machine with 2 rollers, one which is loaded with fabric and the other empty
with an immersion bath between. The fabric passes through the bath in one direction and then reverses. It takes many times
back and forth to complete a dye job which may range from 8 to 20 or more hours. Certain aspects of the process are time based
while others required a minimum number of cycles. The unfortunate situation arises that dyeing half the quantity of fabric does
not equate to half of the production time of a full dye lot.
The physical design of the dye jig dictates the maximum diameter roll of fabric that can be proceesed at one time. Our jigs have
a capacity of an approximately a 42” diameter roll. You may roughly calculate a standard dye lot size by dividing 38 by the fabric
thickness in inches. For example a 10.10 Army Duck is about .021” thick so 38 divided by .021” of thickness = 1809 yds for a full
dye lot. On thinner fabrics, the jig may physically be able to hold 4000 - 6000 yds, but since the jigs can only run at a finite web
speed, the cycle times can become excessively long causing problems for the dyeing operation. For lighter fabrics the dyeing
department has decided on optimal dye lot sizes rather than relying on the jig's capacity. If a customer required precisely 2000 yds
of a 10.10 Army Duck we would be required to split that production into two partial dye lots of 1000 yds each. Processing two partial
dye lots is not ideal for us and therefore processing 2000 yds would likely be more expensive than processing a single full lot at
1800 yds. The batch process of dyeing on a jig creates the situation where dyeing costs are not simply proportional to the total
yardage to be processed.
Other operations such as drying and finishing costs are almosly directly proportional to the total weight of the fabric being processed.
Assuming full dye lots of the same construction fabric, narrow fabrics benefit from a discount while wider fabrics may be subject to
additional charges.
Tasks such as inspection and pacaking are proportional to the total dye lot yardage and the number of fabric pieces. A vital step of
our process occurs before any dyeing or wet processing can begin. Fabric is opened, inspected and clocked in a winder where a single dye lot
roll is assembled. All mill seams are removed and resewn due to the risk and severity of problems that can occur from something as simple
as sub-standard seam. Both the greige put up department and warehouse recieving department do their best to decode and record pertainent
mill marking prior to disposal of the original packing materials.(Disposal of incoming packing materials is actually the greatest generator
of trash in our facilty) We have adopted a policy of a fixed charge for each greige roll or greige piece which includes all charges for
reciept, inspection, seaming and reporting griege mill information. Storage is provided free of charge. We make our best attempt to
visually inspection arriving fabric as the truck is unloaded, however it must be noted that there is sometimes concealed shipping damages
that will not be discovered until we are instructed to process fabric. While the greige put up department atttempts to select rolls that
will combine to form perfect sized dye lots, inevitability balances are sometime left that will not fit into a dye lot. Balance rolls are
recorded and returned to your inventory in our warehouse to be added to a future dye lot.
Finished goods are inspected and packed in rolls sized to the customers request. A report showing the details of each rolled packed
and any inspections comments is provided to the customer. All packed fabric is then returned to our warehouse for free storage until
the customer is ready to make shipments. We perform blind shipping services both domestically and internationally for finished goods
stored in our warehouse. Like greige put up charges we have adopted a flat per roll fee for inspection and packing. Cut to length and
repack services are offered for an additional fee.
Theres really no secret about our Martexin Wax Finishes. To claim we were the fisrt to apply wax to fabric would be equivalent to claim we were the first to put butter on toast. For reasons unknown other than the outstanding performance of the fabric we produced, by the 1930's fabric users began to require fabric with our wax finishes by name. Having a product worthy of a name, no time was wasted registering MARTEXIN with the United States Patent and Trademark Office.
Check Back Soonfor Even More Information
Regarding our Legendary
Martexin Wax Finishes
Production Facility and Main Offices
171 N. Pearl St.
Bridgeton, NJ 08302

441 South East Ave.
Bridgeton, NJ 08302
171 N. Pearl St.
Bridgeton, NJ 08302
(856) 451 - 0900 voice
(856) 451 - 0975 fax
info@martindyeing.com






